1 Like
Step 1 - Clean
- Cleaning is essential for the removal of granulate residue to avoid product contamination.
- Most effective method is ultrasonic cleaning.
- Allows for accurate assessment of tooling condition during inspection/assessment.
- Prevents ongoing damage from corrosive product.
- Allows the whole punch to be cleaned including in and around the embossing.
- Can help prevent sticking.
1 Like
Step 2 - Assess
- Punches and dies should be visually assessed to establish if the tablet production process is running well or not and identify whether any tooling maintenance is required.
- Can be carried out visually using an eye glass or a high magnification camera / lens (iNSPECT or Scope.)
- Allows for tooling life to be monitored and potential failure predicted.
- Ensures tablet detail and definition are maintained.
- Helps to validate ongoing maintenance procedures.
- iNSPECT allows groups to view images on screen which can then be stored and shared
on P.C.
Step 3 - Repair
The repair stage allows the user to rectify any minor damage to the tooling before polishing.
Regular maintenance and repairs will help to:
- Extend tooling life;
- Maintain tablet image/definition;
- Minimise tooling breakages.
This will in turn:
- Reduce unplanned downtime;
- Increase production;
- Increase return on investment.
Step 4 - Measure
Measuring is essential to ensure that tooling is manufactured and maintained within an agreed specification;
Can be carried out manually using conventional equipment (micrometers, height gauges, go-no go gauges.);
Using the digital equipment and special software, data can be captured and analysed via Windows based software;
The condition of die bores can be measured using Die Condition Monitor.
Step 5 - Polish
- Automated polishing is recommended to ensure punches are evenly polished to a consistent finish.
- Automated polishing frees skilled tooling maintenance engineers to perform other tasks.
- Manual polishing using diamond paste and a dental motor is possible but this is a skilled process and results are not as consistent as those with auto-polishing. Automated polishing or correct manual polishing, should result in a mirror finish and smooth tooling surface.
- Polishing is important to ensure that tablet definition is maintained.
Step 7 - Store
- Correct storage + good tooling handling = less press downtime due to damaged tooling.
- The tool and Store ranges offer a robust method for storing
tablet punches and dies. - These cabinets with unique inserts may form the perfect storage
Do u miss point 6?
sory repeat 5
Step 6 - Lubricate
- It is important to protect tooling with a preservative or rust inhibitor to prevent corrosion.
- Lubrication helps to optimise the interface between the tooling and the press.
- The Pharmalube range of lubricants is a complete system of non-toxic oils,
greases and cleaners. - Suitable for tablet presses, punches & dies and all other processing and
packaging equipment.
In step-1, can you tell how to clean manually if dont have any ultrasonicator?
with the help of lint free duster and 70% IPA
What kind of sign I have to assess during inspection?
Following
Any damage to punch head
punch barrel
punch tip
any wear and tear to dies
what kind of repair technique or procedure is performed?
presence of j hucks or scratches can be removed by buffing
Can you please explain these terms?
J-hooks are the distinctive wear patterns on punch tips that are a cause of such tablet defects as capping and laminati
Over time punches and other compression tools lose their luster and develop nicks, scratches, and/or J-hooks. Wear from abrasive products and even the smallest contact between the upper punch tip and the die during entry can create J-hook on punches.
Tooling wear and J-hook can result from worn punch guides. The same type of wear can also be the result of improper die installation. Tools such as die driving rods, a die insertion tool, and present torque wrenches are all great instruments to prolong die pocket wear which will increase tool life and maintain tablet quality. When the land erodes away, the upper punch is very
susceptible to the formation of J-hook. However, J-hooks can form on both the upper and lower tips if the conditions are right. Inspection of upper and lower punch tips is essential.
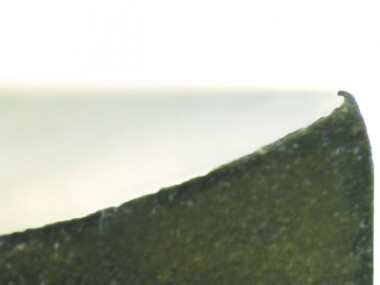
j hook
Before Buffing
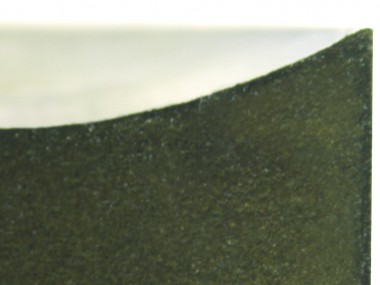
j hook
After Buffing