If Cp value is less than Cpk it means it is correct or not.
1 Like
Hello.
Based on the concept of Proess Capability, there is no way that the Cp value could be lower than the Cpk, it will always be greaer (Cpk <= Cp).
In a perfect scenario, where the process mean is exactly at the center of the specification range, the Cpk value will be the same as the Cp value, but it will never be greater.
2 Likes
Sir my cp value is coming 3.5 and cpk value is 3.96 and 3.10 is it correct or not?
Yes, If I understood correctly, your Cp is 3.5; and when calculating for Cpk, you got 3.96 in one side, and 3.10 in the other side (these are the Cpu and Cpl). The actual Cpk is the lowest, which is 3.10.
So, Cp is 3.5; Cpk is 3.10;
thus Cpk < Cp (3.10 < 3.5)
3 Likes
Tq so much sir. Yor are great. I have to learn many things from you.
1 Like
Please, how do you calculate these values?
How do I calculate the value of my cpk?
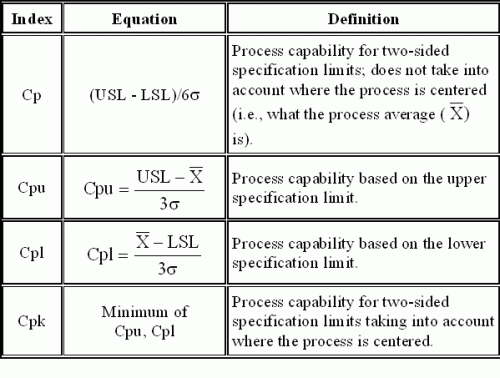
Hi, here is an image taken from internet that concisely describes the analysis:
However, I suggest you read this article from Minitab, that details the concepts and the interpretation of the analysis.
MINITAB Interpret the key results for Normal Capability Analysis
I recommend that you get a book on inferential statistics to comprehend all analystical considerations and presumptions needed for the analysis, like data normality and stuff. That being said, if you have a more specific question, I may be able to assist further ![]()
Ohokay. Thank you. 
1 Like
Sir if the value of Cpk is coming less than 1 then what should I do?
What are you calculating Cpk for? If want to imprive process capability, what you need to do is to reduce the variability of the process (since you cannot change process output specs); this can be done either by controlling the process (i.e. process parameters), controlling its imputs (i.e. raw materials), or a conbination of both.
I recommend to first evaluate if your process is under statistical control (SPC); process capability is only relevant when a process is demonstrated to be under statistical control, which means that the variation observed is due to natural (random) variation of the process and not due to special causes of variation like different raw materials, personnel, critical process parameters, etc.
Once you are sure your process is under control; try to map your process identifying which parameters or variables are responsible for the high variability you are observing; this can be done with a Design of Experiments (DoE). Then you can see which parameters or variables have the highest effect (pareto chart) and try to implement process controls to those variables.
You can also use DMAIC or other process improvement methodologies in “six sigma”, to reduce variability of your process and improve process capability.
1 Like
Sir, if CPk value is coming more than 3 then process is excellent. So my question is if the value of CPk is approaching 50, what does it mean. This question was asked by the interviewer.
From a Quality point of view, there is no problem; but a high Cpk value could be a result (not always) of an excessive cost of process/quality control; so, in terms of economics, it could be a problem that makes the business less profitable.
Your employer wants to produce the highest quality, but at the lowest cost; he might wanted to know if you understand the relation between quality and costs.